

Abstract
For improving tribological properties of Ni3Al-based alloy, Ni3Al matrix self-lubricating composites with 10 wt% Ag are successfully fabricated by spark plasma sintering (SPS) and laser melting deposition (LMD), which are abbreviated as NAS and NAL, respectively. Tribological behavior of NAS and NAL against Si3N4 ball under constant load (12 N) and variable speeds (from 0.2 to 1.1 m s−1, 0.3 m s−1 in tolerance) are systematically investigated. The results showed that NAL exhibited lower friction coefficients (0.28–0.36) and considerable wear resistance (4.6–5.9 × 10−5 mm3 N−1 m−1) as compared to NAS. It should be noticed that the tribological performance of NAL is excellent at 1.1 m s−1, while the tribological behavior of NAS is deteriorated significantly. LMD, as a process of layer by layer deposition, results in that each layer is comprised of the freshly deposited materials and the previously solidified materials. The characteristic of LMD is particularly significant for obtaining the stable bonding between layer, leading to the improvement of good interface bonding capability between tribolayer and substrate during the sliding wear process. Furthermore, the stability of the tribolayer is favorable for the reduction of friction coefficient and wear rate. For NAS, the local exfoliation of lubricant layer and the occurrence of naked substrate at the sliding speed of 1.1 m s−1 is explainable for the poor tribological performance.
Export citation and abstract BibTeX RIS
1. Introduction
Ni3Al-based alloy is typically used as high temperature service part in aerospace field where good combination of excellent thermal stability and high strength at elevated temperatures is required [1, 2]. In addition, the advantages of Ni3Al-based alloy also include low density and high corrosion resistance properties [3, 4]. However, the applications of Ni3Al-based alloy in space field are limited because of the restricted tribological properties and poor machinability [5, 6].
The addition of solid lubricants in composites is regarded as a method to solve the above mentioned the shortage of tribological performance. Furthermore, the demand for the high-performance aeronautical component made up of Ni3Al with good tribological properties has promoted the development of Ni3Al matrix self-lubricating materials. Zhang and his co-workers [7] fabricated a self-lubricating Ni3Al-hBN-Ag coating by the route of reaction sintering. Due to the synergistic lubrication effect of hBN and Ag, the coating can be used in wide temperature range. As the experimental temperature increases from 25 to 800 °C, the friction coefficient and wear rate of the coating are 0.32–0.48 and 2.3–5.2 × 10−5 mm · N−1m−1, respectively. Zhai et al [8] have prepared the Ni3Al matrix composite reinforced by multilayer graphene, finding that the additional multilayer graphene plays a key role in improving the antifriction and antiwear properties of the Ni3Al matrix composite due to the outstanding lubricating properties of multilayer graphene.
As a kind of soft metal lubricant with low shear strength, Ag is apt to produce intergranular slip during the sliding wear process. Moreover, the addition of Ag is a ideal method to increase ductility of composite materials, which is beneficial to improving the characteristics of the poor plasticity of Ni3Al at low temperature [9]. These excellent properties make Ag be the good candidate of solid lubricant in tribological applications. A comparative study was carried out by Xu et al [10] to investigate the influence of Ag addition on the tribological properties of TiAl matrix composite. The result shows that the friction coefficient and wear rate of TiAl matrix composite containing Ag is lower at all test temperatures with respect to the TiAl-based alloy.
Spark plasma sintering (SPS), as a powder metallurgy technology, is the process that combines pressure and temperature simultaneously during sintering stage. SPS is considered as a potential option for preparing the self-lubricating materials due to its low sintering temperature and short sintering time [11]. However, some shortcomings of SPS process also possibly arise regarding problems, such as high damage rate of graphite mold and abnormal grain size growth of as-prepared materials [12]. In practice, the main obstacle for fabricating Ni3Al self-lubricating matrix composite through the method of SPS is the poor machinability of Ni3Al-based alloy. In a previous study [6], the material utilization ratio of aerospace parts made up of Ni3Al-based alloy is generally lower than 10%. Therefore, these drawbacks made it hard to fully employ SPS in the preparation of Ni3Al self-lubricating material.
Laser melting deposition (LMD), as one of the additive manufacturing processes, attracts increasing attention because of its rapid, freeform fabrication, good machinability, high cooling rate and low environmental impact [13–16]. On the other hand, it is known that LMD is a kind of near net shape technology, which is regarded as a good strategy to enhance the material utilization rate to 60%–95% [6]. An enormous amount of research has been focused on microstructures and mechanical properties of materials fabricated by LMD, which involves a comprehensive understanding for the influence of processing route on material properties [15, 17]. For applying the advantages of LMD technology into the tribological field, some efforts are required to be focused on tribological performance of materials prepared by LMD.
In this study, 10 wt% Ag was added in Ni3Al-based alloy to prepare Ni3Al matrix self-lubricating materials by the means of SPS and LMD, which were noted as NAS and NAL, respectively. The comparative researches were executed for in-deep understanding the differences of NAS and NAL in mechanical and tribological properties. This study is meaningful for the further application of Ni3Al matrix self-lubricating materials produced by LMD in the field of aerospace due to lack of related research.
2. Experimental procedure
2.1. Material preparation
The chemical compositions of Ni3Al matrix powders are 79.51 nickel (Ni), 8.1 aluminum (Al), 5.23 chromium (Cr), 7.02 molybdenum (Mo), 0.13 zirconium (Zr) and 0.01 boron (B) (wt%). Ni3Al matrix powders and Ag component in a weight ratio of 10:1 were homogeneously mixed together by vibration milling using a vibration frequency of 45 Hz and a vibration time of 10 h.
NAS can be obtained by sintering the mixture directly, using a DR Sinter® SPS3.20 apparatus. In order to meet the condition of LMD, the mixture must be processed as pre-alloyed powders firstly [18]. Subsequently, the pre-alloyed powders were melted to prepare NAL by a 8060 laser melting deposition system. The parameters of SPS and LMD processing are listed in tables 1 and 2, respectively. After SPS and LMD processing, NAS and NAL were obtained. In addition, the surface layers of NAS and NAL were removed by grinding, and then the samples were polished mechanically down to 1200 grit.
Table 1. SPS processing parameters.
| Atmosphere protection | Temperature | Pressure | Time |
|---|---|---|---|
| Ar atmosphere | 1100 °C | 40 MPa | 5 min |
Table 2. LMD processing parameters.
| Atmosphere protection | Printing method | Scanning speed | Laser power | Powder feeding rate | Carrier gas flow |
|---|---|---|---|---|---|
| Ar atmosphere | Powder feeding | 423 mm min−1 | 1800 W | 6.2 g min−1 | 8.1 L min−1 |
2.2. Material testing and characterization
The detailed method for measuring the hardness and density of sample has been described elsewhere [19]. The tests of hardness and density were carried out six times for reducing random errors, and the average values of six results were the test results. The end results are given in table 3.
Table 3. Mean value and standard deviation of hardness and density of samples.
| Sample | Vicker's hardness | Measured density | ||
|---|---|---|---|---|
| Mean (GPa) | Standard deviation | Mean (g/cm3) | Standard deviation | |
| NAS | 5.02 | 0.20 | 7.56 | 0.015 |
| NAL | 5.20 | 0.13 | 7.64 | 0.013 |
In line with ASTM G99-05 standard [20], the sliding wear tests of contact pairs of sample/Si3N4 ball were implemented on a ball-on-disk device. The experimental parameters are shown in the table 4. The friction coefficient was measured and recorded automatically. Detailed calculation procedure of wear rate of sample could be obtained in the previous study [21]. The wear rate was calculated as follows:

Where V, F and L represent worn volume, test load and sliding distance, respectively. For the purpose of ensuring repeatability, the wear tests were carried out three times and the average values were acquired.
Table 4. The conditions of sliding wear test.
| Applied load | 12 N |
|---|---|
| Sliding speed | 0.2 m s−1, 0.5 m s−1, 0.8 m s−1, 1.1 m s−1 |
| Test temperature | 25 °C |
| Experimental time | 40 min |
| Radius of wear track | 5 mm |
| Diameter of Si3N4 ball | 6 mm |
Phase identifications of NAS and NAL were performed by a x-ray diffraction (XRD). Morphologies of wear scars were characterized using a electron probe micro-analysis (EPMA). For obtaining the undestroyed cross sections of worn scars, the method of cooling fracture was adopted. Samples were incised down, and the residual thickness was about 1–1.5 mm. The incised samples were cooled for 50 min using liquid nitrogen. After cooling, samples were broken by the low shearing force under dust-free environment. Field emission scanning electron microscope (FESEM) was utilized to analyse the microstructures of cross-sections of wear scars.
3. Results and analysis
3.1. Material characterization
In order to understand the influence of different processing routes on the composition of materials, the XRD spectra of NAS and NAL are plotted in figure 1. Only the typical peaks corresponding to the Ni3Al and Ag phases are detected in NAS and NAL, showing that the phase compositions of samples are not affected by the processing technology. But compared with NAS, the diffraction peaks belonging to NAL show lower intensity and wider peak broadening. These phenomena can be explained by the fact that the grain refinement occurs in NAL during LMD process, which is coherent with the results reported by other researchers [22, 23]. The grain size is dependent on the cooling rate and changes inversely with it [24]. The cooling rates of SPS and LMD are within the range of 270–280 and 103–108 K s−1, respectively [25–27]. On these bases, the difference in XRD patterns of NAS and NAL is reasonable. In addition, it is widely accepted that fine grain makes great contribution to the enhancement of material hardness by virtue of its strengthening effect. Therefore, the disparity in the grain size of NAS and NAL causes a different hardness level, where an increased hardness of 5.20 GPa is obtained for NAL in comparison to NAS (5.02 GPa).
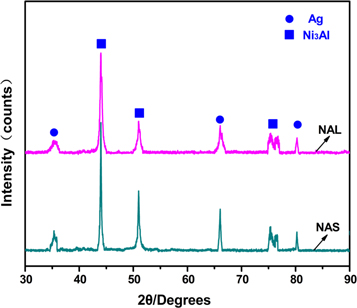
Figure 1. XRD patterns of NAS and NAL.
Download figure:
Standard image High-resolution image3.2. Tribological properties of NAS and NAL
The effect of sliding speed on tribological performance of NAS and NAL is investigated in the range of 0.2–1.1 m s−1, and the result is provided in figure 2. In general, the friction coefficients (0.28–0.36) and wear rates (4.6–5.9 × 10−5 mm3 N−1 m−1) of NAL is lower at all sliding speeds to different extents as compared to those of NAS. The friction coefficients (0.32–0.42) and wear rates (5.4–7.0 × 10−5 mm3 N−1 m−1) of NAS decrease with the increase of sliding speed until the minimum value is obtained at 0.8 m s−1 and then increase with further increasing of sliding speed. By contrast, the friction coefficients and wear rates of NAL reduce progressively as the speed is increased from 0.2 to 1.1 m s−1. It should not be ignored that the friction coefficients and wear rates of NAL are decreased by 33.3% and 48.6% at 1.1 m s−1, if compared to those of NAS.
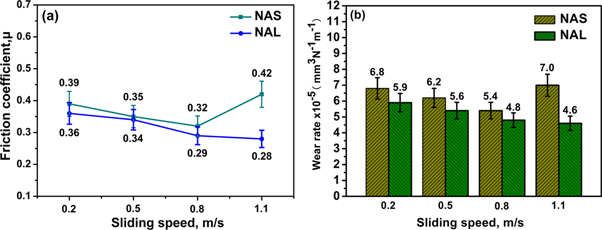
Figure 2. The variations of the friction coefficients and wear rates of NAS and NAL under different sliding speeds.
Download figure:
Standard image High-resolution image3.3. Worn surfaces analysis of NAS and NAL
In order to have a deep understanding of the worn mechanisms of NAS and NAL, the morphologies of worn surfaces of NAS and NAL obtained by using various processing technology are provided in figure 3. At a lower test speed of 0.5 m s−1, the roughnesses of worn surfaces of NAS and NAL are relatively higher with evidence of observing some wear debris, resulting in higher friction coefficient and larger material loss. In addition, there are some slight grooves inlaying in the worn surfaces, indicating that the wear mechanisms of NAS and NAL are mainly guided by mild plowing wear. As the further enhanced sliding speed of 0.8 m s−1 is properly settled, the worn surfaces of NAS and NAL are covered by the complete and compact lubricant layers, leading to the improvement of friction and wear performance. As the test speed increases from 0.8 to 1.1 m s−1, a remarkable difference can be found by observing the morphologies of worn surfaces of NAS and NAL, which is responsible for the distinction of tribological behavior of NAS and NAL at 1.1 m s−1 (see figure 2). Severe spalling phenomenon is noticed on the worn surface of NAS, which is considered to be the typical characteristics of peeling wear. For NAL, the smooth worn surface of NAL is aligned with the improved wear behavior.
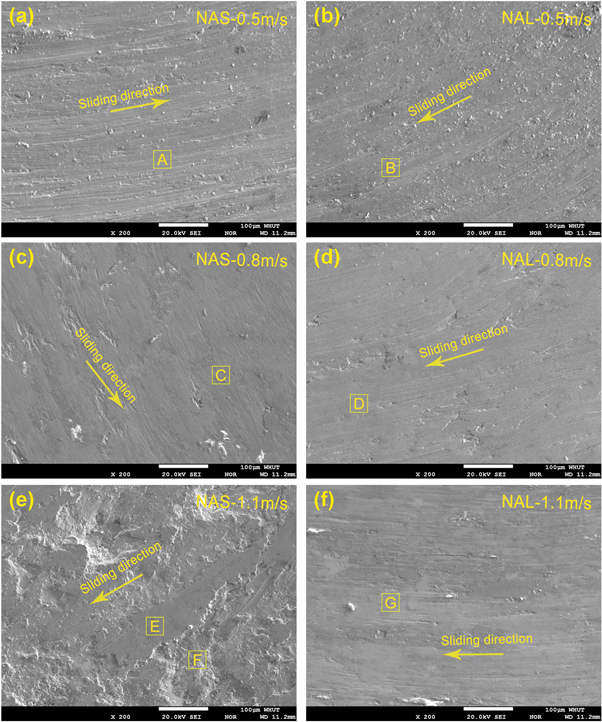
Figure 3. EMPA morphologies of worn surfaces of NAS and NAL at different sliding speeds: 0.5 m s−1 (a), (b), 0.8 m s−1 (c), (d), 1.1 m s−1 (e), (f).
Download figure:
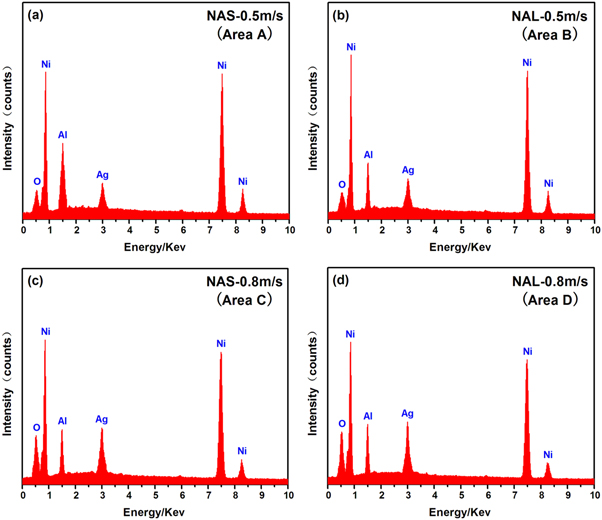
Standard image High-resolution imageAs Ag is lightly extruded to the worn surface and then plays the lubrication role during the sliding process, the variations in tribological performance and worn surface morphologies of NAS and NAL are believed to be relevant to the content of Ag. Figure 4 displays the elemental compositions of different worn surfaces. When comparing area B with D (also comparing area A with C), the increase in the content of Ag confirms the enrichment of a large number of Ag on the worn surface. Due to the low shear strength of soft metal Ag and the existence of the lubricant layer containing Ag, the excellent tribological properties of NAS and NAL are obtained at 0.8 m s−1. Several interesting observations can be acquired in figures 4(e) and (f). For the same worn surface, the noteworthy difference of Ag content on worn surface of NAS can be explained by the local exfoliation of lubricant layer containing Ag and the occurrence of naked substrate when the speed is 1.1 m s−1. However, the worn surface of NAL is still covered by the complete and compact lubricant layer with massive Ag (see figures 3(f) and 4(g)) after the reciprocating sliding tests. The frictional layer is easily damaged by the high sliding friction force due to the low strength of frictional layer with massive Ag [28]. According to the above mentioned phenomena and facts, it is reasonable to deduce that the tribolayer of NAS is prone to be peeled off and the tribolayer of NAL is not easily damaged. The reason for these differences is discussed and analyzed in detail, as presented in the next section.
Download figure:
Standard image High-resolution image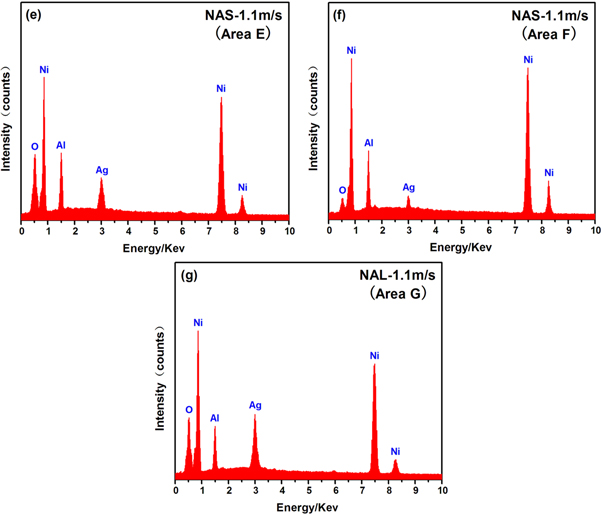
Figure 4. EDS patterns versus different regions marked in figure 3.
Download figure:
Standard image High-resolution image3.4. Cross-section analysis of wear scars of NAS and NAL
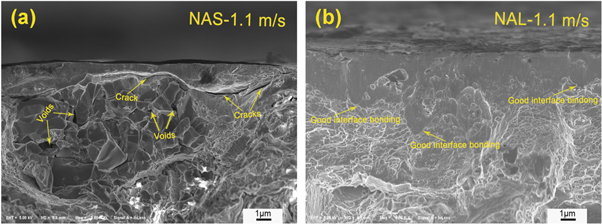
The differences in cross-sections of wear scars between NAS and NAL are shown in figure 5. It is apparent to find the clear delamination morphologies in the cross-sections of NAS and NAL. However, the observation of cross-section of NAS indicates the existence of some voids, cracks and dislocation phenomena. According to the delamination theory of wear [29], dislocations begin to accumulate in the early stage and then produce voids and defects in the limited range of the subsurface during the progress of sliding. With the extension of sliding time, holes and defects are elongated due to sliding shear deformation and eventually produce cracks parallel to the worn surface. When the cracks reach to the critical length, the materials between the crack and the surface undergo shear deformation, and finally be peeled off. The spalling of friction layer containing Ag (see figure 5(a)) and exposure of naked substrate (see figure 3(e)) cause the reduction of lubricant particles in the worn interface (see figure 4(f)), leading to the sharp deterioration of tribological properties of NAS at 1.1 m s−1.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 5. FESEM micrographs of cross-sections of worn surfaces of NAS and NAL.
Download figure:
Standard image High-resolution image{kind=link}
For NAL fabricated by LMD, there were almost free of any voids and cracks in cross-section of worn surface. In addition, the interface bonding between tribolayer and substrate is compact. These differences between NAS and NAL can be attributed to the distinction in manufacturing processes. LMD is the a process of layer by layer deposition and thus each layer is comprised of the freshly deposited materials and the previously solidified materials. This distinguishing feature is particularly significant for obtaining the stable bonding between layer and layer, which is also propitious to markedly improved the good interface bonding capability between tribolayer and substrate during the sliding wear process. In addition, the high hardness of NAL (see table 3) gives a better mechanical support to the tribolayer formed during the sliding friction process. Furthermore, the stability of the tribolayer with a great deal of Ag is favorable for the reduction of friction coefficient and wear rate, which is in line with test results (see figure 2).
4. Conclusion
This study investigates the dry sliding wear properties of NAS and NAL at constant load (12 N) and different speeds (0.2, 0.5, 0.8 and 1.1 m s−1). The effect of different preparation routes on tribological performance of NAS and NAL is studied. The following conclusions are obtained:
- (1)Compared with NAS prepared by SPS method, the friction coefficients (0.28–0.36) and wear rates (4.6–5.9 × 10−5 mm3 · N−1 · m−1) of NAL obtained through the LMD technology are decreased by 7.7%–33.3% and 15.5%–48.6%.
- (2)Due to each layer of NAL undergo the process of solidification, melting and resolidification, NAL has a good interface connection. During the process of sliding friction, the excellent and compact combination of sample microstructure ensures a good connection between tribolayer and substrate. Furthermore, the tight junction between tribolayer and substrate can effectively reduce the spalling of tribolayer, which is propitious to the improvement of tribological properties of NAL.
Acknowledgments
This work was supported by the National Natural Science Foundation of China (51275370); the Fundamental Research Funds for the Central Universities (2017-YB-019); Self-determined and Innovative Research Funds of WUT (135204008); Authors were grateful to M J Yang, X L Nie, S L Zhao, Y M Li and W T Zhu in Material Research and Test Center of WUT for their kind help with EPMA and FESEM.